Автоматизация процессов производства железобетонных изделий
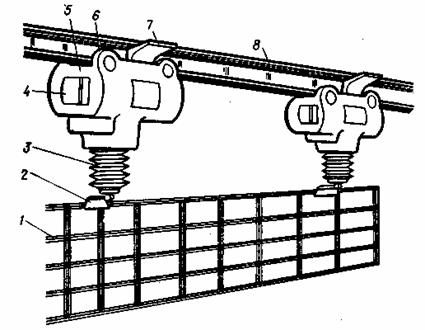
Рисунок 1.1 Транспортировка арматурных каркасов или арматурных модулей
1 – пакет арматурных каркасов; 2 – грузозахват; 3 – подъемник; 4 – система управления;
5 – вагонетка; 6 – троллей; 7 – пантограф; 8 – монорельс
Для использования роботов при автоматизации арматурного производства необходимо: обеспечить контейнеризацию арматурных стержней, арматурных каркасов и закладных деталей: использовать арматурные модули; разработать специальные захваты для промышленных роботов, обеспечивающих надежное перемещение элементов железобетонного изделия.
Процесс формования
Процесс формования — важнейший технологический передел, определяющий производительность всех линий. Задача контроля качества формования на базе формовочных машин — обеспечение требуемой плотности и качества отформованных изделий (плит перекрытий, дорожных плит, стеновых панелей и др.).
Операции, связанные с формованием железобетонных изделий, являются наиболее сложными, трудоемкими и вследствие наличия значительных вибраций — наиболее вредными для здоровья операторов и рабочих. Поэтому повышение производительности данного технологического передела является важнейшей задачей совершенствования технологического процесса в целом.
Полная автоматизация данного технологического передела базируется на обеспеченности его контрольно-измерительной аппаратурой, позволяющей определить комплекс технологических параметров процесса формования, таких, как качество зачистки и смазки форм, точность сборки форм, равномерность распределения бетонной смеси по форме, степень уплотнения бетонной смеси, качество затирки наружной поверхности и т. п.
 При изготовлении железобетонных изделий бетонная смесь уплотняется и изделиям придается определенная геометрическая форма с помощью формовочного оборудования.
При изготовлении железобетонных изделий бетонная смесь уплотняется и изделиям придается определенная геометрическая форма с помощью формовочного оборудования.
Уплотнение бетонной смеси центрифугированием применяют при изготовлении длинномерных, симметричных относительно продольной оси изделий, например, труб. Основное формовочное оборудование — центрифуги, бетонная смесь в которых уплотняется при вращении формы с заданной частотой.
Принципиальная схема автоматизации производства труб методом центрифугирования изображена на рис. 1.2. Управление установкой производится следующим образом. После установки формы Ф с арматурой и заполнения бетонной смесью питателя П оператор включает устройство программного управления, которое с помощью магнитного пускателя 3-1 включает привод движения тележки питателя ТП вперед. Когда питатель займет рабочее положение, появляется сигнал путевого выключателя 2-1 и устройство программного управления отключает привод движения тележки. Ее крайнее положение ограничивается упором У. Одновременно с помощью магнитного пускателя 3-3 включается механизм загрузки. Регулятор скорости 1-1 переводит центрифугу в режим минимальной скорости вращения формы (М - привод вращения формы). В течение определенного интервала времени происходит загрузка во вращающуюся форму порции бетонной смеси и ее распределение.