Исполнительные механизмы
Исполнительные механизмы гидравлических приводов - это гидроцилиндры, иначе называемые гидродвигателями поступательного движения.
В гидравлических приводах применяются гидроцилиндры трех типов: плунжерные, поршневые и дифференциальные (рис. 25). 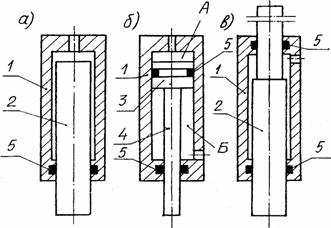
Рис. 25. Типы гидроцилиндров, применяемых в гидравлических приводах:
а - плунжерный; б - поршневой; в - дифференциальный;
/ - цилиндр; 2 - плунжер; 3 - поршень; 4 - шток;
5 - уплотнительное устройство;
А - поршневая полость; Б - штоковая полость
Плунжерные гидроцилиндры (рис. 25, а) являются силовыми устройствами одностороннего действия: они передают силу давления жидкости только в одном направлении. Поэтому для обеспечения прямого и обратного ходов ползуна на прессе необходимо иметь по крайней мере три плунжерных цилиндра - один рабочий и два возвратных (обычно с меньшим усилием). Усилия рабочего и возвратных цилиндров противоположно направлены.
Гидроцилиндр поршневого типа (рис. 25, б) - силовое устройство двухстороннего действия, поэтому прямой и обратный ход ползуна можно реализовать с помощью одного такого гидроцилиндра.
Диффренциальные гидроцилиндры, в отличие от "толкающих" плунжерных - "тянущего" вида, их используют при необходимости выигрыша в скорости за счет уменьшения развиваемого усилия. Они позволяют получить большую скорость ползуна пресса при малой подаче насоса.
Выбор типа гидроцилиндра определяется видом рабочей жидкости. Работа на водомасляной эмульсии сопровождается корродированием поверхностей и повышенным (по сравнению с работой на масле) трением. В этих условиях сопряжение поршень-цилиндр неработоспособно по причине заедания и быстрого износа. Поэтому при работе на водомасляной эмульсии можно использовать только плунжерные и дифференциальные цилиндры. При работе на минеральном масле можно использовать цилиндр любого типа.
3.4.1 Краткие сведения о конструкции гидроцилиндров
Признаки, характеризующие конструкцию гидроцилиндра:
1) тип гидроцилиндра (плунжерный, поршневой, дифференциальный);
2) способ базирования цилиндра на станине (с опорой на фланец или на дно цилиндра);
3) конструкция донной части (дно выполнено за одно целое с цилиндром или отъемным);
4) вид уплотнительного устройства.
На конструкцию цилиндра оказывает влияние также способ его изготовления (литье, ковка, сварка).
На рис. 26 показана распространенная конструкция литого гидроцилиндра плунжерного типа с опорой на фланец, днище цилиндра выполнено за одно целое с цилиндром. В цилиндре 1 установлен плунжер 2, для направления которого предусмотрена втулка 3. Уплотнение 4 предназначено для герметизации полости цилиндра. Оно удерживается в цилиндре с помощью нажимной втулки 5 и кольца 6. Цилиндр фиксируется в станине с помощью кольца 7. Для уменьшения скорости плунжера при подходе его к крайнему верхнему положению используется тормозной дроссель 8. При входе его в отверстие А, предназначенное для подвода и отвода жидкости, гидравлическое сопротивление проходного сечения существенно возрастает. Поэтому давление жидкости, а значит и сила сопротивления, приложенная к плунжеру, увеличивается, что обеспечивает быструю его остановку.
Литые цилиндры плунжерного типа выполняют из стали 35Л или 45Л. Плунжеры, как правило, изготавляют из углеродистых конструкционных сталей марок 45 или 60, реже - из хромоникеле-вых или хромомолибденовых сталей. Для повышения износостойкости плунжеры подвергают поверхностной закалке. Втулки 3 и 5 выполняются из бронзы марок БрАЖМцЮ-3-1,5; БрОЦС5-5-3.
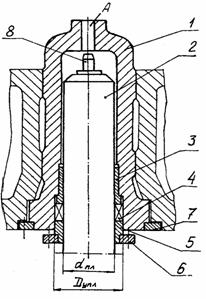
Рис. 26. Плунжерный гидроцилиндр с опорой на фланец
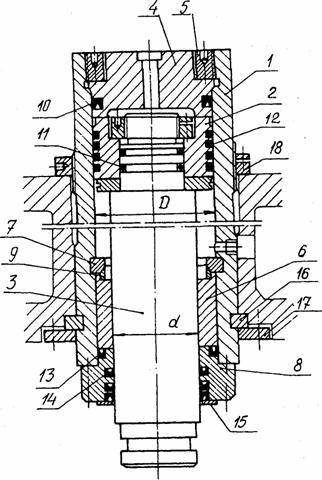
На рис. 27 показана конструкция гидроцилиндра поршневого типа с отъемным дном. В кованом цилиндре / установлен поршень 2, смонтированный на штоке 3. Отъемное дно 4 закреплено в цилиндре с помощью кольца 5 с наружной резьбой. Точное направление штока обеспечивается втулкой 6, которая фиксируется в цилиндре с помощью полуколец 7 и крышки 8. Полукольца 7 удерживаются в кольцевой канавке цилиндра стопорным кольцом 9. Герметизация полостей цилиндра обеспечивается уплотнениями 10 -14. Манжета 15 выполняет роль грязесборника. Цилиндр закрепляется в станине пресса при помощи полуколец 16, фланца 17 и гайки 18.
Цилиндр 1, поршень 2 и шток 3 выполняют из стали 45. Шток и поршень термически обрабатывают до твердости 28 . 32HRC. Втулка б выполняется из бронзы или из стали, но с антифрикционным покрытием (бронза или полиамид) поверхности отверстия. Антифрикционное покрытие наносят и на рабочую поверхность поршня. Шероховатость рабочих поверхностей втулки 4 и штока 3 должна быть Ra < 0,16 мкм, а поверхности цилиндра -Ra< 0,32 мкм.