Инверторные источники питания для электродуговой сварки
• возможность регулировки "форсирования" сварочной дуги, определяющей поведение сварочного тока в момент уменьшения и замыкания дугового промежутка (рис.19), уменьшение "форсирования" снижает разбрызгивание металла, а увеличение - уменьшает вероятность "прилипания" электрода, увеличивает проплавление и давление дуги;
• возможность выбора наклона ВАХ (0,4 или 1,25 В/А), позволяет управлять переносом металла в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами;
• автоматическое отключение при перегреве, пониженном напряжении и отсутствии одной из фаз питающего напряжения;
• заданный ток поддерживается вне зависимости от колебаний напряжения сети;
• в высокое выходное напряжение позволяет вести сварку при суммарной длине кабелей до 100 м;
• возможна поставка с блоком импульсного режима (исполнение 01) В этом случае цифровой индикатор отображает значение тока паузы (А), времени протекания тока импульса и тока паузы (с). Импульсный режим работы облегчает ведение процесса в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет регулировать в широких пределах глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций в любом пространственном положении. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одновременным снижением количества основного и электродного металлов. Используя импульсный режим, можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Плавное очертание и мелкая чешуйчатость
швов соответствуют выбранному режиму пульсации дуги.
Питание источника осуществляется от стационарной трехфазной сети напряжением 380 В (50 Гц). Возможны колебания напряжения -15/+10 % (от 320 до 420 В) и колебания частоты -5/+15 Гц (от 45 до 65 Гц). Кпд источника около 85 %.
Предусмотрено питание источника от генератора (в составе передвижных машин). При этом аппарат потребляет не более 12 кВ • А на максимальном токе (250 А). И если при питании от стационарной сети это означает просто экономию электроэнергии, то при питании от дизель-генератора существенный выигрыш в количестве постов.
Возможно использование двух аппаратов при питании от генератора мощностью 30 кВт и четырех-пяти аппаратов - от генератора на 60 кВт.
Питание обычного инверторного источника от генератора имеет некоторые особенности.
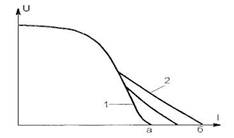 |
Рис.19 - ВАХ источника при слабом (1) и сильном (2) "форсировании" сварочной дуги
Большинство генераторов рассчитано на активно-индуктивную нагрузку, при которой с ростом потребления напряжение питания падает. Поэтому производители устанавливают на генераторе корректор напряжения, который создает положительную обратную связь по току, компенсируя падение напряжения на нагрузке. Обычный инверторный источник имеет емкостной характер потребления, поэтому с ростом нагрузки напряжение на генераторе возрастает, а наличие корректора напряжения приводит к еще большему его росту. Результатом может быть выход из строя и инвертора, и самого генератора от перенапряжений. Чтобы избежать этого, приходится снижать напряжение холостого хода генератора, использовать его не на полную мощность или ставить дополнительные фильтры.