Методы охлаждения металла в колпаковых печах
С учетом положительного опыта КарМК по эксплуатации и техническому обслуживанию выносных холодильников защитного газа, а также конструктивных разработок ВНИИМТ (научно-исследовательский институт металлургической теплотехники) по совершенствованию конвективного теплообмена в высокотемпературных агрегатах было принято решение о разработке системы принудительного охлаждения рулонов защитным газом с использованием специального вентилятора в рециркуляционном контуре.
На рис.1 показана схема ускоренного охлаждения рулонов. Стенд 1, на котором под муфелем 2 находятся рулоны 3, снабжен каналами 8 и 9 для отсоса и подачи защитного газа в подмуфельное пространство. К этим каналам подсоединяются модули охлаждения 10. Каждый модуль 10 включает в себя циркуляционный вентилятор 11, газоводяной холодильник 12 с патрубками для подвода и отвода воды 13, регулировочный шибер 14, байпасный шибер 15 и отсечной шибер 16, служащие для регулирования газодинамического режима работы устройства /3/.
Схема стенда колпаковой печи, оборудованной модулями ускоренного охлаждения
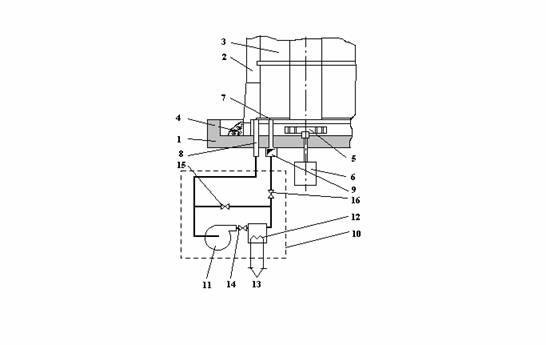
4 - песочный затвор; 5 - рабочее колесо; 6 - электродвигатель; 7 - опорное конвекторное колесо; остальные обозначения - в тексте
Рис.1
Защитный газ из подмуфельного пространства через каналы 8 отсасывается циркуляционным вентилятором 11, который подает газ через холодильник, где он охлаждается за счет теплообмена с трубами, внутри которых циркулирует вода. Охлажденный защитный газ через каналы 9 поступает в подмуфельное пространство. После взаимодействия с охлаждаемой садкой нагретый газ вновь поступает в модули охлаждения.
Разработанный модуль ускоренного охлаждения рулонов представляет собой единый сварной корпус, в котором смонтированы циркуляционный вентилятор, газоводяной холодильник, подводящие и отводящие короба. Корпус имеет присоединительный фланец для установки его на стенде реконструированной для этой цели колпаковой печи.
Газоводяной холодильник выполнен из труб коррозионно-стойкой стали диаметром 25 мм. По газовой стороне холодильник установлен на выхлопе циркуляционного вентилятора и имеет один рабочий ход. Теплообменная поверхность трубчатки составляет 18 м2. Холодильник является съемным и при необходимости может быть демонтирован из корпуса модуля.
Проект реконструкции стенда колпаковой печи был выполнен в Стальпроекте и предусматривал установку двух модулей. Защитный газ из рабочего объема печи подводится и отводится через систему канальных отверстий в районе направляющего аппарате стендового вентилятора. Каналы в реконструированном стенде выполнены таким образом, чтобы не нарушать аэродинамику в подмуфельном пространстве и гарантировать отсутствие подсосов воздуха под муфель через оставшийся без изменения песочный затвор стыка муфеля со стендом /4/.
Охлаждающие модули были изготовлены во ВНИИМТ и прошли стендовые аэродинамические испытания.
В процессе проведения промышленных исследований особое внимание уделялось стабильности газового режима под муфелем печи. Более высокий уровень влажности (до - 14 0С по температуре точки росы) в опыте объясняется тем, что это был первый пуск охлаждающих модулей в эксплуатацию, и тем, что модуль начал работу без предварительного запуска вентилятора. Плавный запуск вентиляторов обеспечил влажность под модулем на уровне - 20 0С. После 40 часов работы с начала охлаждения влажность стабилизировалась на уровне - 30 0С. В итоге металл получили светлым, подсосов воздуха в циркуляционный контур модулей в процессе их работы не наблюдалось.
Производительность установки оказалась не ниже, чем на печах фирмы «Эбнер» с водовоздушным охлаждением муфеля (табл. 7 ).
Таблица 7
Результаты опытно-промышленной эксплуатации установки ускоренного охлаждения
|
Масса садки, т |
Масса рулона, т |
Профиль полосы, мм |
Продолжите-льность охлаждения до 140 0С, ч |
Производите-льность при охлаждении до 140 0С, т/ч |
Время между отключением горелок и включением установки, ч |
|
148,0 |
40,0 |
0,8×1005 |
40 |
3,70 |
15 |
|
116,8 |
31,0 |
1,6×1015 |
45 |
2,57 |
21 |
|
159,0 |
39,8 |
0,8×1255 |
46 |
3,45 |
19 |
|
99,8 |
33,3 |
0,5×1005 |
40 |
2,49 |
17 |
|
131,7 |
34,5 |
0,7×1005 |
50 |
2,63 |
16 |
|
99,7 |
28,8 |
0,7×1255 |
33 |
3,02 |
13 |
|
163,2 |
40,8 |
0,54×1025 |
51 |
3,20 |
11 |
|
120,2 |
33,8 |
0,5×985 |
48 |
2,50 |
15 |