Композиционные и порошковые материалы
3.4. Технологические требования, предъявляемые к конструкциям деталей из металлических порошков
Технологический процесс изготовления деталей из металлических порошков характеризуется отдельными специфическими особенностями, которые необходимо учитывать при проектировании этих деталей.
При проектировании деталей с высокими требованиями по точности исполнительных размеров необходимо предусматривать припуск на их дальнейшую механическую обработку. Наружные и внутренние резьбы следует изготовлять обработкой резанием. В конструкциях деталей необходимо избегать выступов, пазов и отверстий, расположенных перпендикулярно оси прессования (рис.4, а, 1). Их следует заменять соответствующими элементами, расположенными в направлении прессования (рис.4, б, 5), или изготовлять обработкой резанием. Процесс прессования деталей сопровождается значительной усадкой. Поэтому в их конструкциях нельзя допускать значительной разностенности (рис.4, а, 2), которая вызывает коробление и образование трещин.
При незначительной разностенности в процессе прессования получают более равномерную плотность по высоте детали (рис.4, б, 6). Длинные тонкостенные конструкции (рис.4, а, 3) необходимо заменять на равнозначные по эксплуатационным показателям с учетом получения равномерной плотности прессуемой детали (рис.4, б, 7). Толщина стенок должна быть не менее 1 мм.
|
Рис.4. Примеры конструктивного оформления металлокерамических деталей: а – нетехнологические конструкции; б – технологические конструкции |
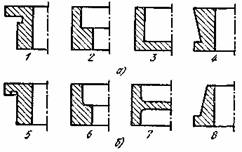
Для свободного удаления заготовки пресс-форма должна иметь незначительную конусность. При проектировании конических поверхностей необходимо исходить из удобства извлечения заготовки (рис.4, б, 8), обратная конусность недопустима (рис.4, а, 4). Радиусы перехода сопрягающихся поверхностей должны быть не менее 0,2 мм.
4. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ С МЕТАЛЛИЧСКОЙ МАТРИЦЕЙ
|
Рис.5. Схема структуры (а) и армирования непрерывными волокнами (б) композиционных материалов |
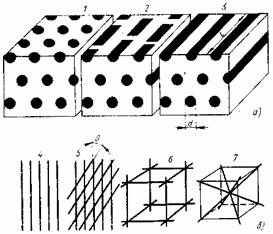
Композиционные материалы состоят из металлической матрицы (чаще Al, Mg, Ni и их сплавы), упрочненной высокопрочным волокнами (волокнистые материалы) или тонкодисперсными тугоплавкими частицами, не растворяющимися в основном металле (дисперсно-упрочненные материалы). Металлическая матрица связывает волокна (дисперсные частицы) в единое целое. Волокно (дисперсные частицы) плюс связка (матрица), составляющие или иную композицию, получили название композиционные материалы (рис.5).
4.1. Волокнистые композиционные материалы.
На рис.5 приведены схемы армирования волокнистых композиционных материалов. Композиционные материалы с волокнистым наполнителем (упрочнителем) по механизму армирующего действия делят на дискретные, в которых отношение длины волокна к диаметру l/d ≈ 10÷103, и с непрерывным волокном, в которых l/d = ∞. Дискретные волокна располагаются в матрице хаотично. Диаметр волокон от долей до сотен микрометров. Чем больше отношение длины к диаметру волокна, тем выше степень упрочнения.
Часто композиционный материал представляет собой слоистую структуру, в которой каждый слой армирован большим числом параллельных непрерывных волокон. Каждый слой можно армировать также непрерывными волокнами, сотканными в ткань, которая представляет собой исходную форму, по ширине и длине соответствующую конечному материалу. Нередко волокна сплетают в трехмерные структуры.
Композиционные материалы отличаются от обычных сплавов более высокими значениями временного сопротивления и предела выносливости (на 50–100 %), модуля упругости, коэффициента жесткости (Е/γ) и пониженной склонностью к трещинообразованию. Применение композиционных материалов повышает жесткость конструкции при одновременном снижении ее металлоемкости.
Таблица1. Механические свойства композиционных материалов на металлической основе
| Материал | σВ | σ-1 |
Е, ГПа | σВ/γ |
Е/γ |
|
МПа | |||||
|
Бор–алюминий (ВКА–1А) | 1300 | 600 | 220 | 500 | 84,6 |
|
Бор–магний (ВКМ–1) | 1300 | 500 | 220 | 590 | 100 |
|
Алюминий–углерод (ВКУ–1) | 900 | 300 | 220 | 450 | 100 |
|
Алюминий–сталь (КАС–1А) | 1700 | 350 | 110 | 370 | 24,40 |
|
Никель–вольфрам (ВКН–1) | 700 | 150 | – | – | – |